�������������������ϳ�
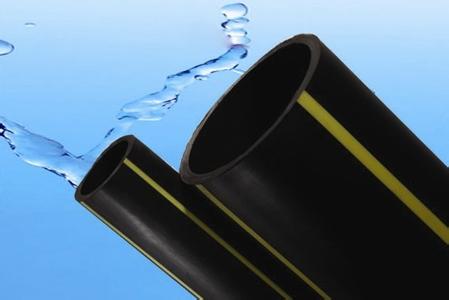
��Ӫ��Ʒ��PE��ˮ�ܡ�PEũ���ȹܡ�PEȼ���ܡ�PPR��

HDPE
1.0Mpa
�Ĵ��˱�
5.8mm
110mm
����ˮ��
��ɫ
6.0m
50��
110
6
1MPA
 ��ҵ���
��ҵ���
�˱������ܽ����Ĵ�ʡ�˱��н�����һ������PE�ܺ�PPR�ܵ��ܽ���Ʒ��ͷ���ҡ���Ʒ��Ҫ������PE��ˮ�ܡ�PEȼ���ܡ�PE���߹ܡ�PEũ�ùܡ�PE�ڰ��Ϲܡ�PX�ڰ���̫���ܹܡ�PPR�ܵȹܲġ��ҳ�������2003��11��17�գ�����ʮ������һֱרע�ڸ���PE�ܵ��ij��ͼӹ������졣ע���ʽ��1500��2008�������з�PE�ڰ��Ϸ�ɹ�ܣ���2009���á�ʵ������ר����,ר���ţ�ZL 2009 2 0177180.5���ò�Ʒ�Ѵﵽ����ˮƽ���õ��˹��ͻ��߶��Ͽɼ��϶���Զ��ͬ��ҵ������Ʒ�����Ӫҵ������98.88%���ҳ��Գ����������Ӳ�Ʒ����Ϊ��ҵ�������ϸ���ISO9001:2000����������ϵ������ԭ�����볧����Ʒ�������������ƶ����ϸ��������ϵ�����ᴩ�����ۼ��ۺ�����ȫ���̡����ϸĽ������ƹ�˾����������ʹ��Ʒ�����ϸ��ʴﵽ95%����.
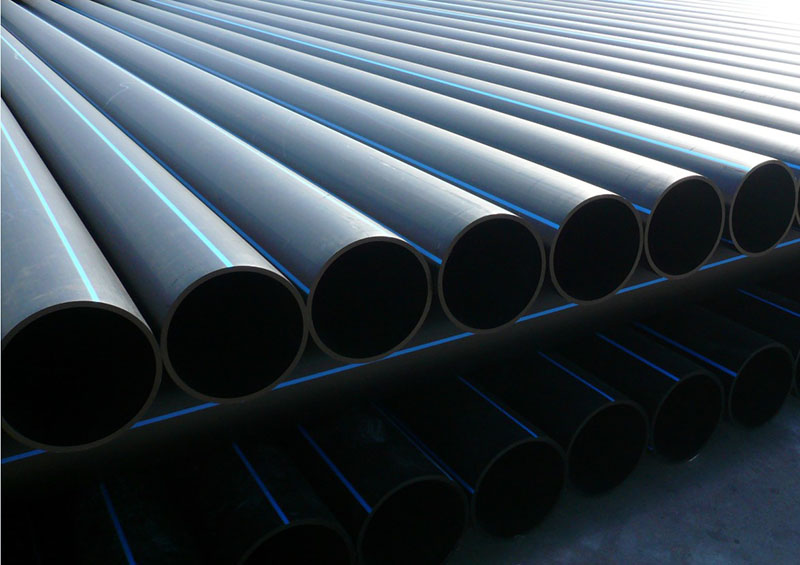
�ҳ�������м������̡�ʩ�����赥λ���������ڵĺ�����ϵ������80%�Ĺܲľ��������ҳ����� 05��06��07��䣬�ҳ��ܲ���������ռ���������˱������ݵ�ũ��PE�ܲ��г���ͬʱ��Ϊ���ũ���û��Ĺܵ���Ʒ��������ּ�����������ߣ�ֻ������������������棬��������չ����
�ڴ������ĺ�������ӭ���ҳ�ʵ�ؿ��죡
PE�����ӷ�ʽ��Ҫ���������ӡ���е���ӡ��������ӵȷ�ʽ��
�����������������У��������ӷ��ǵ�һ�ַ��������гɱ��͡��ܵ��ӿ������á�����ܼ����ŵ㡣���ڴ������䱸�ۺ��豸���ӿ����۲�����ʱ��������Ҫ��ߵȲ������أ� �������ӵ���Ҫ�����У�
�����١������ϣ����ܲ���ܼ�ƽ�ţ����ڶԽӻ��ϣ�����10-20mm������������
�����ڡ��н������������ƵĹܲġ��ܼ�ѡ����ʵĿ��оߣ��н��ܲģ�Ϊ������������
�����ۡ����������������ܶΡ��ܼ��������ʺ������㣬���ԽӶ���ƽ������ࡢ�����ʡ�
�����ܡ����У������ܶζ���Ҫ��ȫ���У�����ԽСԽ�ã����߲��ܳ����ں��10%������Ӱ��Խ�������
�����ݡ����ȣ��Խ��¶�һ����210-230��֮��Ϊ�ˣ����Ȱ����ʱ�䶬���б������������ڳ���Ϊ1-2mmΪ�ѡ�
�����ޡ��л��������Ȱ��ÿ���Ѹ���������ڶ�����ճ����ѹ��Ϊ ���ڶԽ��������л�����Խ��Խ�á�
�����ߡ����ڶԽӣ��Ǻ��ӵĹؼ����Խӹ���Ӧʼ�մ�������ѹ���½��У����߿�����2-4mmΪ�ˡ�
�����ࡢ��ȴ�����ֶԽ�ѹ�����䣬�ýӿڻ�����ȴ����ȴʱ�䳤��������������Ӳ���о�������Ϊ��
�����ᡢ�Խ���ɣ���ȴ�ú��ɿ����ߣ��ƿ��Խӻ�����������һ�ӿ����ӡ�
�������ϼ������������ӵ���Ҫ���裬�����������������ӷ�ʽ�е�Ҫ���ǵģ������ӵ�ʱ��Ӧע���������⣺
�����١���ͬ���ʡ�Ʒ�ơ��ں�Ĺܲĺܼ����ܻ��á�
�����ڡ����Ӽ��Ķ���һ��Ҫ������࣬��ճ�е�ˮ������Ӧ��ʱ������
�����ۡ�������Ա�ڽ�����������֮ǰ����Ҫ�����ϸ����ѵ�����ϸڡ�
�����ܡ��ڽ�����������֮ǰ��Ҫά�����豸���������豸���������豸��ʹ��������
��������pe����˵������Ҫ�����ӷ�ʽ���������ӣ���������Ҳ��PE�ܵ����ӷ�ʽ�������Ҷ�PE�����ӷ�ʽ�����˽�,�����˽�:
��ַ���Ĵ�ʡ�˱��н�������������·

��������114 | �������� | ��վ��ͼ | Ӫҵִ�� | �ƹ���� | ���Ͷ�� | ��С����
Copyright © 2000-2024 ��������Ƽ�����˾ ![]() ��ICP��09007261��-31
��ICP��09007261��-31













