֣�ݻ��ⳬӲ��������˾���۲�
��Ӫ��Ʒ����Ӳ���ߡ����������ص��ߡ�ϳ�������õ�Ƭ

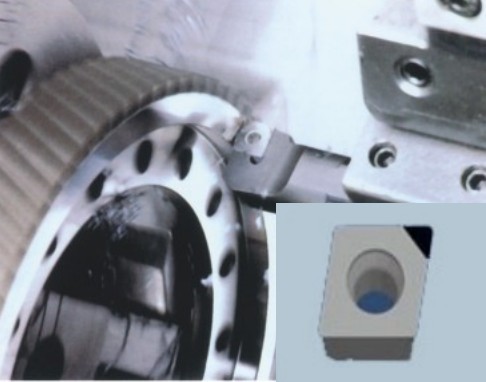
CNMN120712 SNMN120712
�ֳ���
�۾�����������
9845124001
90��
���� ���� Բ��
4.76 7.94mm
12mm 15mm 16mmmm
1.2 1.6mm
��Ϳ��
��
�����ӹ����̸������� ���� �ڿ�
���
����
70-90m/min
0.15-0.25mm/r
2-5mm
��ʽ����
����������Ƭ������CBN��Ƭ��ͬ��CBN���������ȶ�����������
| �����ƺ� | �ӹ����� | Ӧ�÷�Χ |
| BN-K10 | ���ӹ� | �����ڻ���������ĥ�Ͻ��������ϵ��������ӹ������ƶ��ġ�ɲ���̡����֡����ȹ����ľ�����Ӳ���������ϵľ��ӹ��� |
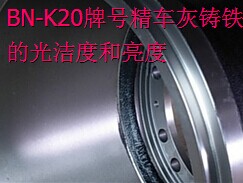
| BN-K20 | �����ڻ���������ī��������ĩұ����ϵĸ��پ��ӹ������ʺϸ��پ��ۿס� | |
| BN-H10 | ������Ӳ�ֲ��ϵ��������ӹ������������ӹ����硰�Գ���ĥ�����֡���еȡ� | |
| BN-H20 | ������Ӳ�ֲ��ϵ���/ǿ�������ӹ��ͳ����پ��ӹ�������ַ�������߾��ܳ��֡���еij�����С���ڿļӹ��� | |
| BN-K1 | �־��ӹ������� | ��ߵĿ�������ܣ���Ը�Ӳ�ȶ���м�����з����߱���Ӳ�ȵ�ͬʱ���俹������ܸ����죬�ʺϴ������ּӹ���Ӳ����������߸��Ͻ𣬸������Ͻ���Ӳ���������������㷺Ӧ���ڿ�ɽ��е��ұ���е��ˮ�ࡢ�����豸��ĥ������ҵ�� |
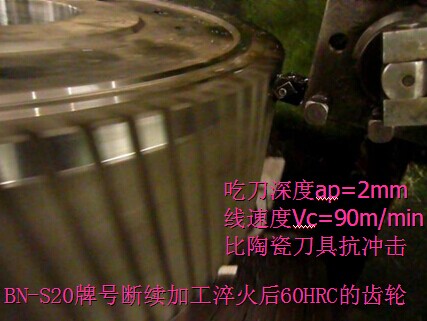
| BN-S20 | ������Ժ���ĥ�Ե�ƽ�⣬�����ڴּӹ���Ҳ�����ڰ뾫�ӹ��;��ӹ��������ڸ��ָ�Ӳ���Ѽӹ����ϣ�����ºϽ�������ĥ�֡��������ּ������֡������֡���̼�ֲ��ϵļӹ��� | |
| BN-S30 | �����ĥ�Ժ��ʵ��Ŀ�����ԣ��ʺ��ڻ���������ī�������Ͻ���������ĩұ����ϵĸ��پ��ӹ������ʺϸ���������ϳ���ӹ��� |
| �ӹ����� | �Ƽ����������������ƺ� | |||
| �������ٶ� Vc��m/min�� | �Ե����ap(mm) | ������ Fr��mm/r) | �����ƺ� | |
| ��Ӳ�ȸּ� ��Ӳ�ȣ��R45HRC�� | 50-150(�ּӹ�) | 1-10 | 0.15-0.7 | BN-S20 |
| 70-250�����ӹ��� | ��1 | 0.05-0.35 | BN-S20�� BN-H20 | |
| ���ºϽ� ��Ӳ�ȨR35HRC�� | 100-200(�ּӹ�) | 1-10 | 0.2-1 | BN-S20 |
| 150-350�����ӹ��� | ��1 | 0.05-0.3 | BN-S20��BN-H20 | |
| �ӹ����� | �Ƽ����������������ƺ� | |||
| �������ٶ� Vc��m/min�� | �Ե����ap(mm) | ������ Fr��mm/r) | �����ƺ� | |
| Ӳ���� ��Ӳ�ȣ�HRC35��68�� | 35-90(�ּӹ�) | 1-10 | 0.15-0.7 | BN-K1 |
| 60-180�����ӹ��� | ��1 | 0.05-0.35 | BN-K1��BN-K10 | |
| �ҿ�����/��ī���� | 150-500(�ּӹ�) | 1.5-10 | 0.2-1 | BN-S30 |
| 300-1500�����ӹ��� | ��2 | 0.05-0.45 | BN-K20��BN-S30 | |
����������Ƭ������CBN��Ƭ��ͬ��CBN���������ȶ�����������
��������114 | �������� | ��վ��ͼ | Ӫҵִ�� | �ƹ���� | ���Ͷ�� | ��С����
Copyright © 2000-2024 ��������Ƽ�����˾ ![]() ��ICP��09007261��-31
��ICP��09007261��-31